| 所属类型: |
纺机,配件及附件 |
| 产品代码: |
暂无 |
| 产品品牌: |
猫牌 |
| 产品系列: |
纺纱器材 |
|
|
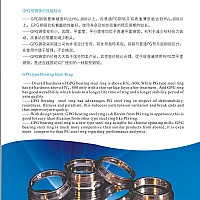
秀博泰-SUPERTEX公司, 专业生产纺纱用胶辊胶圈产品,产品销往20多个国家。其突出的 质量和价格优势,得到越来越多的国内纺纱厂的青睐。 目前在中国销售的有环锭纺胶辊、胶圈、气流纺胶圈等。 我司是秀博泰公司纺纱胶辊胶圈产品在中国市场的总代理,热诚为您提供产品、销售服务。 销售服务专线: 023 62510203 | 胶圈规格 - ID x W x T
ID: 直径,毫米
W: 宽度,毫米
T: 厚度,毫米
举例 胶圈 37 x 28 x 1.0 mm
 | 胶辊规格 - BRD x FOD x W
BRD: 罗拉直径,毫米
FOD: 套制即装上罗拉后的胶辊外径,毫米
W: 胶辊宽度,毫米
举例 胶辊 19 x 30 x 28 mm
 |
普通单层胶辊
需粘合剂。 | 普通双层胶辊
不需粘合剂。 | SSD双层胶辊
不需粘合剂,胶辊与罗拉套差小(0.5mm),
套制后无表面应力,成纱质量提高。 | 铝衬套胶辊
除去成本因素,
此类产品是最好的选择。 | | | | |
序号 | 型号 | 邵氏硬度 | 颜色 | 推荐用途 | 1. | SGN - 65 | 65° | 墨绿 | 棉纺前罗拉胶辊,梳棉机分离罗拉胶辊 | 2. | SDB - 65 | 65° | 深篮 | 高支棉纺前罗拉胶辊 | 3. | SLG - 70 | 70° | 浅灰 | 棉纺前后罗拉胶辊. | 4. | STN - 75 | 75° | 浅棕 | 合成纤维及混纺前罗拉胶辊 | 5. | SRD - 83 | 83° | 红 | 各种纤维前后罗拉胶辊 | 6. | SGN - 85 | 85° | 绿 | 合成纤维前后罗拉胶辊 | 7. | STB - 85 | 85° | 绿蓝 | 为合成纤维和丙烯腈系纤维专门配制的前后罗拉胶辊 | 8. | SYL - 90 | 90° | 黄 | 合成纤维包括丙烯腈系纤维前后罗拉胶辊 |
准备金属罗拉辊壳
如果胶辊套制时需用粘胶,为确保胶辊和辊壳的结合强度,辊壳在上胶前必须彻底清洁和干燥。不论在旧罗拉还是新罗拉上,这点同样重要。因为新罗拉上有放锈膜,套制前必须完全清除。罗拉表面脱脂可用丁酮类溶剂。 | 普通型胶辊的套制 (粘胶胶辊)
取小批量罗拉,以免套制前粘胶已干。我们推荐使用秀博泰粘胶。在罗拉表面薄而均匀地涂上粘胶,胶辊的内表面也同样涂上粘胶,10到20分种后进行套制。建议使用锥形压膜和气动胶辊套机。过剩的粘胶应用布擦去。粘胶应在3至4小时的有效时间内使用。胶辊上胶后应放置20至24小时后再磨砺。 | 普通型长胶辊(长度在100MM以上)的套制
套制这种胶辊,建议使用气动胶辊套机。套制后,当粘胶未干时,紧接着进行压圆,以驱除可能的气袋、调匀粘胶。 | SSD胶辊的套制
1. 彻底清洁罗拉。罗拉上不应有胶渍、油污、灰尘。
2. 用一手动套机套制。
3. 不要使用锥形压膜。胶辊内腔套制时不可以扩大。
4. 套制后可立即磨砺。 | 建议使用中心压模
如右图 |  | 针梳机胶辊(SSD)的套制
1. 罗拉表面用适当的溶剂脱脂。
2. 罗拉表面涂上一薄层粘胶,立即在气动套机上套制胶辊。上粘胶的主要目的是润滑胶辊套上罗拉。
3. 套制后的胶辊应进行压圆以驱除任何气袋。
4. 套制后的胶辊应放置20至24小时再磨砺。 | 并条机胶辊(SG/CL)的套制
1. 用适当的溶剂彻底清洁罗拉表面。罗拉上不应有胶渍、油污和所有杂质。
2. 在罗拉表面和胶辊内表面均匀涂上秀博泰双成份粘胶或其它类似粘胶。
3. 用气动套机立即套制胶辊,确保粘胶未干。
4. 对套制后的胶辊进行压圆,驱除可能的气袋、调匀粘胶。这步应在粘胶未干时进行。
5. 套制后的胶辊应放置20至24小时再磨砺。 | 铝衬胶辊的套制
1. 彻底清洁罗拉。罗拉上不应有胶渍、油污、灰尘。
2. 用一立式手动套机套制铝衬胶辊至关重要。套机最好是液压驱动。
3. 用中心压膜对胶辊和罗拉中心。如果胶辊中心不正确,容易爆裂或套位不对。
4. 铝衬胶辊不能使用锥形压膜。 |
目的
胶辊的外表是一层技术的组分,它直接影响成纱质量特别是均匀性和纱疵指标。选择正确的外层可以减少缠花、降低断头率,同时优化生产率。秀博泰认为磨砺是最重要的操作之一,胶辊磨砺可以直接影响成纱质量。磨砺的主要理由:
1. 使胶辊和罗拉同心,胶辊无锥度,表面光滑均一。
2. 除去胶辊上的切口、刻痕、氧化物。
3. 运行一段时间后,胶辊将被下罗拉、纤维磨损。 | 砂轮
砂轮是磨床的心脏。为有效磨砺,建议使用以下规格的砂轮:
a) 白氧化铝石 (AA)
b) 粒度 (46 或 60 或 80)
c) 等级 (J)
d) 砂轮结构 (5)
e) 粘结类型 (V) 例如 AA60J5V (金刚石)一般而言,粗磨时砂轮粒度24或36是合适的。精磨时,采用46或60或80粒度的砂轮。定期用金刚石修整砂轮,以清除砂轮上的胶粒。沉积在砂轮上的橡胶,会填充砂轮孔隙而影响磨砺。 | 偏心和锥度检测
偏心和锥度用千分表检测。细纱机和粗纱机胶辊的偏心不得超过3索(0.08mm)T.I.R.,锥度不得超过2索/英寸。 |
| 胶圈 | 型号 | 外层
颜色 | 内层
颜色 | 用 途 | 胶圈 | 型号 | 外层
颜色 | 内层
颜色 | 用 途 |  | LGG-4080 | 浅灰 | 灰 | 各种纤维的上圈 |  | SBS | 浅棕 | 绿 | 粗长纤维下圈, 如毛纺,腈纶, 地毯纱和其它 合成及混纺纤维 |  | BKB-2060 | 黑 | 棕 | 棉、合成纤维、腈纶、毛纺、精纺、混纺的下圈 |  | SMT | 紫 | 紫 | 喷气纺,通常
具有内花纹 |  | LGB-4060 | 浅灰 | 棕 | 棉、毛纺和精纺、涤维和涤棉混纺的下圈 |  | MIT | 绿 | 灰 | 高速村田及
巴马格加弹机 |  | SBC | 浅灰 | 绿 | 棉、毛纺和精纺、涤维和涤棉混纺的下圈(软) |  | TP-1100 | 红 | 红 | 高速巴马格加弹机 |
秀博泰胶圈规格、厚度齐全,可精确满足任何摇架设计的要求,供各类大牵伸细纱机、粗纱机及长纤维和精纺机 使用。 胶圈制造尺寸精确,不拉伸,弹性好,摩擦性能优异。 胶圈具有特殊的三层结构,即:
1. 耐磨、低摩擦系数的内层.
2. 含有定形线的中间层
3. 耐油、耐磨、抗臭氧的外层,适宜纺纱。 | 维护:
每个工厂设备条件和纱支参数变动如此之大,没有通用的准则可以规定胶圈更换的频率。然而,选择合适的胶圈型号、正确的下圈张力和定期的清洁可以延长胶圈的使用寿命。 当工厂已确定胶圈摇架和底部的张紧装置的清洁程序后,在其间,也应按照现有纱支的参数不定期地检查。 | 提请注意:
1. 安圈前检查胶圈表面是否有污垢和灰尘。如必要,用中性肥皂水漂洗后再干燥。
2. 整台车次更换胶圈,不要部分更换。 |
 |
|
 浙公网安备33010602010414号 版权所有 2000-2026
浙公网安备33010602010414号 版权所有 2000-2026